









コアマットハニカム10mm厚でハニカムカーボンを作る
軽量剛性ハニカムカーボンサンドウィッチパネルは、
コアマットXMシリーズ最大厚:10mmのハニカムを利用して、DIY仕様ハンドレイアップでハニカムカーボンサンドウィッチパネルを作ってみましょう♪
誰でも簡単にハニカムカーボンサンドウィッチパネルを作れる方法を紹介します。
高透明性樹脂で最新のハニカム10mmで、軽量で分厚く剛性のあるハニカムカーボンサンドウィッチパネルをDIYで簡単に短時間で出来る様に複数の写真で解説します。皆さん是非応用されて下さいね♪
10mm厚のコアマットです。
今回は、最新のコアマットXM10mmを使います。上の写真が最大厚のコアマットです。
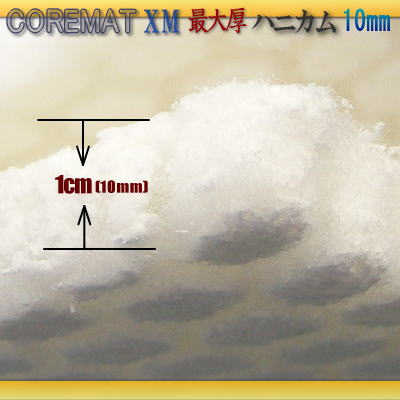
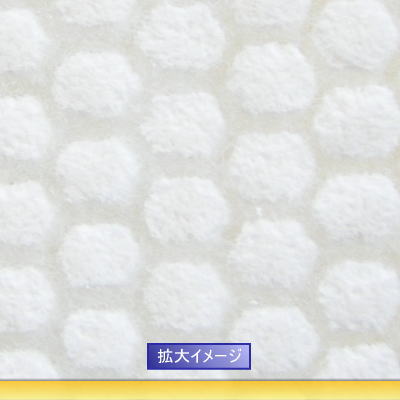
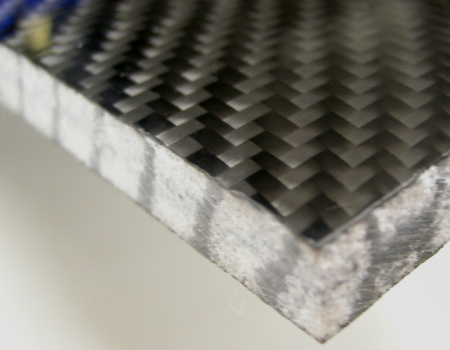
表面の拡大写真です。
ハニカム形状のラインの部分が樹脂が多く浸透する様に設計されており、浸透した樹脂が硬化してハニカム形状になります。6角の中心にも樹脂は含浸しますが、ハニカム形状のラインの部分がメインで樹脂密度が高くなっています。後の写真で、その様子がはっきり分かります。
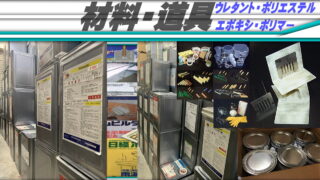
制作で必要な資材です。

■高透明樹脂 ■硬化剤MEKPO ■クリア顔料スモーク ■スチレンモノマー(5%樹脂希釈)
■アセトン ■カーボンクロス ■コアマット ■離型フィルム
■ポリカップ ■塗り込みローラー ■脱泡ローラー ■転圧ローラー
■ポロカップ ■スポイド ■ミキシングバー ■ブラックコンパウンド
鏡面仕上げ&離型用フィルム

FRP・カーボンボードなどの製作に欠かせない鏡面仕上げ用のプロテクト離型フィルムです。型取り用の離型フィルムとしても使います。離型剤(処理)の必要なく簡単綺麗に剥がせます。スプレーのリやポリエステル離型テープと併用すると便利です。
ボードに両面テープでフィルムを板に貼り付け固定しています。弛み無くしっかり張ります。

塗布開始です。
離型フィルムの上に樹脂をカーボンクロスの面積ほどの大きさに垂らします。高透明樹脂に樹脂希釈剤のスチレンモノマーを5%入れ、良く混ぜます。良く混ぜたら、樹脂硬化剤MEKPOを樹脂重量の約1%添加して充分に攪拌します。樹脂を垂らしたら、素早く次の作業を進めます。

貼りり込み開始
カーボンクロスを樹脂の上に乗せ慎重に素早く樹脂がクロス全体に含浸する様に脱泡ローラーで充分にならします。均等に樹脂が廻ったら、コアマットを乗せる前に樹脂を全体にたっぷり垂らします。

コアマット貼り込み
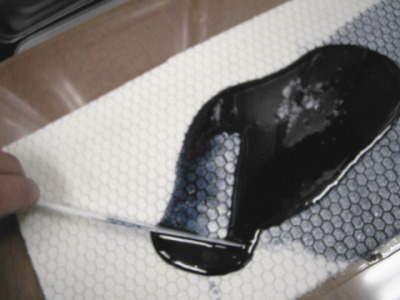
コアマットを乗せる前に樹脂を全体にたっぷり垂らしてから、端からゆっくりコアマットを被せます。樹脂が確りコアマットに吸い取られる様にします。被せたら、コアマットの上から軽めに手で擦ってマット全体に樹脂が浸透する様にフィットさせます。

通常は上のの写真の様に着色無しの樹脂で構いませんが今回は、ここでこのコアマットがどのような構造になっているか理解して頂くために、樹脂をポリエステル、アクリル、ウレタン、エポキシなどのレジンを着色出来るクリアー染料各色(スケルトン用樹脂着色剤)のスモーク色を使って着色しています。
樹脂の塗り込み

樹脂浸透の様子
樹脂着色の意味がご理解頂けると思います。先に説明した ハニカム形状のラインの部分に樹脂が多く浸透する様に設計されており、浸透した樹脂が硬化してハニカム形状になります。最後に浸透した樹脂がどの様になっているか、次のページの最後に出てくる断面写真でご確認下さい。

サンドウィッチ積層
コアマットに充分に樹脂を浸透させたら先に貼ったカーボンの逆面になるこの場面で再度カーボンを貼ります。最初と同じく 高透明樹脂に樹脂希釈剤のスチレンモノマーを5%入れ、良く混ぜます。良く混ぜたら、樹脂硬化剤MEKPOを樹脂重量の約1%添加して充分に攪拌します。樹脂を垂らしたら、素早く脱泡します。

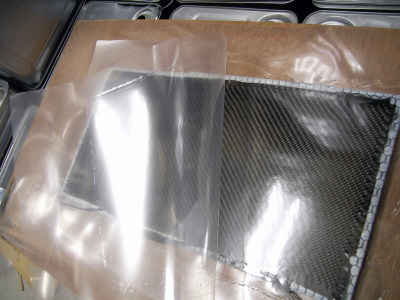
離型フィルムで真空に!
樹脂を充分に垂らしたら、離型フィルムを端から樹脂上に空気が入り込まない様にゆっくりと乗せます。空気が混ざるとこの後の作業で少々手間になります。確り見ながら貼ってください。

当店オリジナル転圧ローラー
フィルムを貼り終えたら、中央から四方に向かって軽く少しずつ樹脂を全体に均等に廻します。空気が入っている場合は、無理に力で押し出すのではなく、樹脂に気泡を乗せて樹脂を動かしてフィルムの外に移動させて様にして下さい。気泡が無くなったら、少々力を加えて四方に向かって樹脂が全体に均等に廻るようにしながら余分な樹脂を外側に追い出しながら均等にならします。後は硬化するまで待ちます。
今回の作業は、1月31日真冬で、作業場の気温は13度ほどでしたが、ここまでの作業には全く支障ありませんが、この後の硬化時間が問題になります。今回は、塗り込み作業終了後に事務所に持ち込み、オイルヒーターの上に作業ボードをのせて下から加熱して1時間後にもう片面を下にして1時間、合計2時間で終了、硬化確認しました。
フィルム剥がし
端からゆっくりフィルムを剥がします。もう片面を剥がすときに注意することはパネルを引っ張るのではなくあくまでもフイルムを剥がすことです。今回の場合は問題ないのですが、通常の薄いパネルを作る場合、片面のフィルムを剥がすときにパネルを引っ張ると充分に硬化していない場合パネルが変形する場合があるので注意が必要です。
ブラックコンパウンドで研磨
カーボン製品や、ダーク色のアクリルウレタンなどのクリア塗膜、スリ傷隠しなどに絶対必要なアイテム、コンパウンドは専用のブラックがおすすめです。

仕上げ、完成

ブラックコンパウンドで研磨して磨いた状態です。気付かなかった小さなピンホールやトリミング等の作業の際に付いたスリ傷、白い粉塵も綺麗に仕上がります。
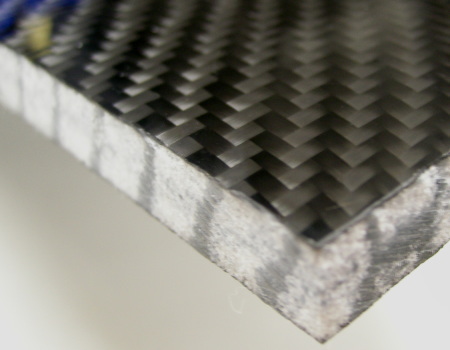
ハニカム構造
これで解説を終わります。皆様お疲れ様でした。色々な場面で応用参考になれば幸いです。

コメント